全國咨詢熱線:18952034565
疫苗生產屬于高等級的生物制藥領域,對原輔料輸送、投料、轉運全過程的潔凈度、無菌性、穩定性與安全性有著極其嚴苛的標準。疫苗粉體原輔料包括藥用乳糖、甘露醇、凍干輔料、蛋白填料、緩沖鹽粉體等,具有粒徑細、易吸潮、易污染、活性敏感的特點,傳統人工投料、開放式輸送、機械斗式上料模式極易引發粉塵污染、交叉污染、微生物超標與活性成分降解問題,難以滿足GMP潔凈生產規范。真空上料機依托全密閉負壓無塵輸送原理,適配制藥無菌工況,可實現疫苗原輔料無污染、無殘留、低損耗的自動化潔凈輸送,現已成為疫苗制劑、生物制藥粉體工序標準化升級的核心設備,廣泛應用于疫苗配液、凍干制劑、生物粉體投料等關鍵環節。
傳統疫苗原輔料輸送工藝存在諸多制藥級生產短板,制約疫苗品質與合規生產。傳統開放式人工投料操作流程繁瑣,粉體物料直接暴露在潔凈車間空氣中,極易吸附環境中的塵埃、微生物、浮游菌,造成原輔料染菌超標,直接影響疫苗成品純度與安全性。同時人工投料揚塵量大,細小粉體飄散后易附著設備內壁與車間角落,長期堆積形成污染源,引發不同批次物料交叉污染,無法滿足疫苗生產的批次一致性要求。此外人工接觸物料頻次高,人為操作帶來的毛發、皮屑、異物污染風險無法徹底規避,且粉體投料不均勻、殘留量大,易造成配方配比偏差,影響疫苗滲透壓、穩定性與凍干成型效果,難以適配現代生物制藥高精度、高潔凈度的生產需求。
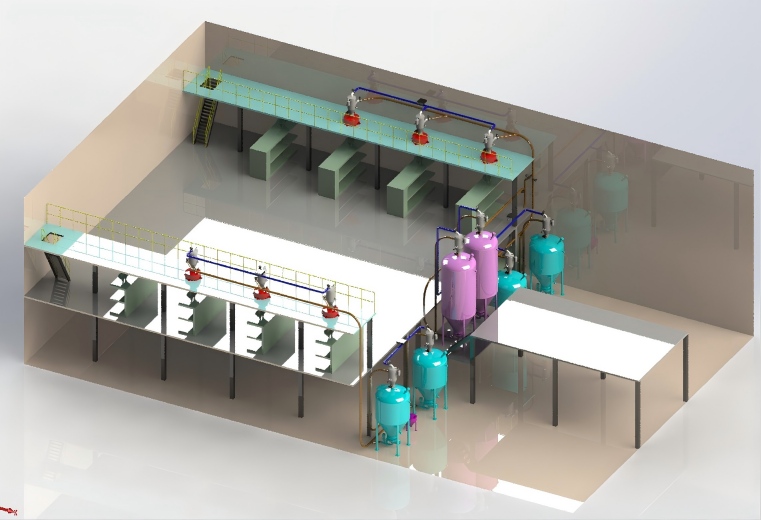
真空上料機以負壓密閉輸送為核心,從源頭構建疫苗原輔料潔凈輸送體系。整套設備采用制藥級無菌設計,全程密閉無外露輸送通道,依靠負壓氣壓差實現粉體物料的自動吸附、輸送與投料,完全杜絕物料與外界環境、操作人員的直接接觸。設備運行過程中無粉塵外溢、無物料飄散,可始終維持車間A級、B級潔凈工況,有效隔絕浮游菌、塵埃微粒對疫苗原輔料的污染。物料在密閉管道內勻速輸送,氣料分離系統可精準完成粉體與空氣分離,潔凈空氣經高精度除菌濾芯過濾后排出,粉體完全投入反應罐體與配液系統,實現粉體零外露、零污染、零灑落的輸送效果,完美契合疫苗生產無菌、潔凈的核心要求。
針對疫苗原輔料生物敏感性的專項結構優化,進一步適配制藥級生產標準。疫苗輔料多為熱敏、濕敏、活性敏感物料,設備在結構設計上摒棄機械螺旋擠壓、摩擦輸送結構,全程無機械剪切、無擠壓發熱,避免粉體升溫吸濕、活性降解,完整保留原輔料理化特性。設備接觸面采用衛生級不銹鋼材質,鏡面拋光無死角、無孔隙,不易粘附細微粉體,可有效杜絕物料殘留堆積。同時設備支持高溫在線滅菌、純水清洗與干燥處理,能夠徹底清除管壁殘留物料與微生物,杜絕批次交叉污染,適配多品種、多批次疫苗輪換生產工況。設備配備高精度除菌過濾與反吹自清結構,可實時清理濾芯吸附粉體,保障長期輸送潔凈度與穩定性。
真空上料機的自動化輸送優勢,有效提升疫苗生產精度與批次穩定性。疫苗制劑對原輔料配比精度要求極高,微小投料偏差即可導致產品滲透壓異常、凍干塌陷、藥效不穩定等質量問題。真空上料機可配合智能控制系統實現定量、勻速、精準投料,輸送速率平穩可控,徹底解決人工投料忽快忽慢、投料不均的問題,保障每批次物料配比高度一致。同時自動化輸送大幅減少人工干預,降低人為操作帶來的污染風險與操作誤差,提升生產線標準化、規范化水平,助力疫苗生產滿足GMP全程可追溯、高一致性的質控要求。
在安全生產與物料利用率層面,真空上料機適配制藥行業精細化生產需求。疫苗粉體輔料多為輕質超細粉體,傳統輸送方式物料損耗率高,粉體飄散浪費嚴重,而真空密閉輸送可實現物料近乎全量回收利用,大幅降低高端藥用原輔料損耗,節約生產成本。設備全程負壓運行,無粉塵堆積、無粉塵爆炸隱患,靜電導出結構可及時消除粉體輸送摩擦產生的靜電,適配制藥車間防爆、防靜電的安全規范。同時無塵輸送模式可保持車間潔凈環境穩定,降低潔凈區運維、除塵、消殺頻次,減少潔凈耗材與人工運維成本,提升車間整體潔凈生產效率。
從行業適配性來看,真空上料機結構緊湊、安裝靈活,可直接對接疫苗配液罐、凍干設備、混合均質設備等核心生產裝置,無需大規模改造生產線,適配新舊制藥車間升級改造。設備運行低噪、低能耗、無二次污染,符合生物制藥綠色潔凈生產理念,可覆蓋疫苗凍干輔料、藥用粉體、生物助劑等全品類原輔料輸送場景,通用性與實用性極強。
真空上料機憑借全密閉無菌輸送、無交叉污染、精準投料、低損耗、易滅菌的核心優勢,完美解決了疫苗原輔料傳統輸送工藝污染風險高、精度差、損耗大、合規性弱的行業痛點。其在疫苗生產中的應用,實現了粉體輸送從人工開放式粗放作業向自動化、無菌化、潔凈化精密作業的升級,有效保障疫苗原輔料純度與成品品質穩定性,助力生物制藥行業高標準、規范化、智能化潔凈生產落地,在疫苗及高端生物制劑生產領域具備重要的應用價值與廣闊的推廣前景。
本文來源于南京壽旺機械設備有限公司官網 http://m.tjxcqh.com/